


3月14日,东风奕派旗下首款新能源轿车eπ007在西安上市,至此,东风自主乘用车三大品牌在短短8天内实现密集推新。
3月8日,东风纳米01新增幻想紫车色车型在长沙亮相;11日,东风风神皓瀚荣耀版新车在武汉发布上市;1-2月,东风乘用车销售2.9万辆,同比增长100.9%。东风乘用车在新能源赛道上,展现出更高效率和更强势能。
加速数字化进程,为智能制造赋能高效率
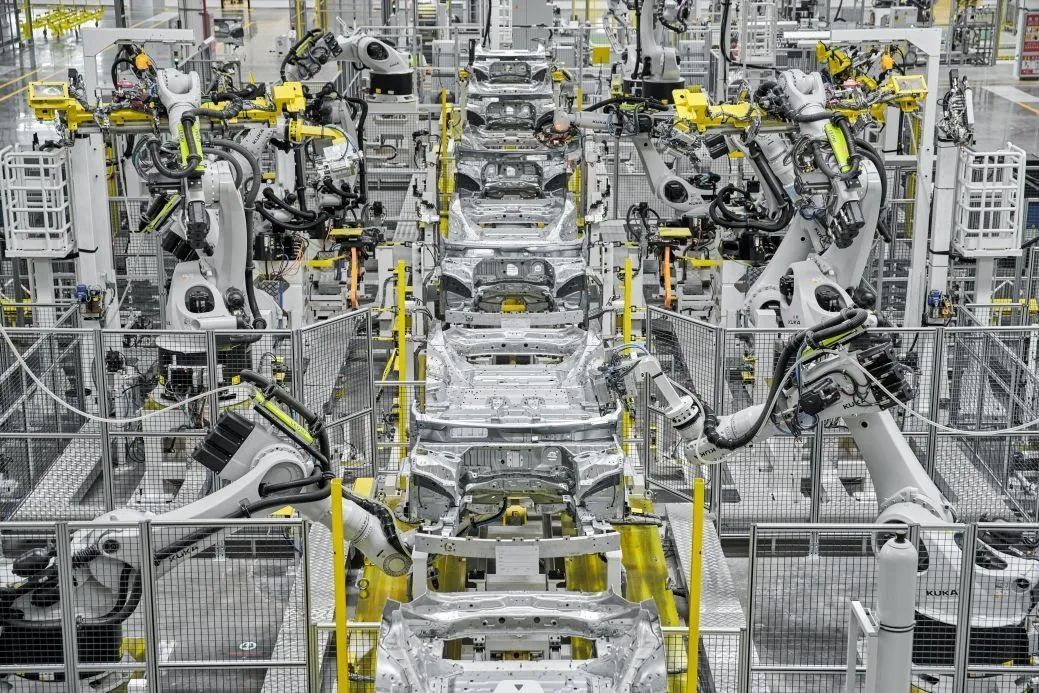
3月12日上午9时许,东风乘用车制造总部武汉一工厂总装车间内的生产大屏显示,当天排产455台,实时已生产158台。车间8条生产线高效有序运转,自动化物料小车来回穿梭,机器人机械臂不停运转,白色聚光灯下,皓瀚、皓极、奕炫MAX等十款在销车型接连下线入库,等待发往全国各地。
销量持续升高,生产不能断“链”。
“客户需要什么车,我们就造好什么车;营销什么时候要车,我们就什么时候交车!”这是东风乘用车制造总部总部长、党委书记段仁民给内部定下的规矩。
东风乘用车制造总部生产管理室主任刘世毅告诉记者:“武汉一工厂排产已由单班400台提升至450台;东风奕派eπ007上市后,武汉二工厂生产节拍也将从8JPH(每小时产量)提升至20JPH。”
2023年8月,东风公司全面启动东风乘用车新能源“跃迁行动”,集团一体化管理东风品牌下风神、奕派和纳米三大自主乘用车品牌,实现商企集中、制造集中、营销集中。东风乘用车制造总部形成“两地三厂”的格局:武汉一工厂负责东风风神品牌系列车型生产;武汉二工厂与武汉一工厂一体化管理,承担东风奕派生产制造;襄阳工厂则负责东风纳米生产制造。
东风乘用车在“两地三厂”的制造格局下如何统筹资源更高效赋能营销?东风乘用车制造总部以新质生产力为引领,不断淘汰掉技术含量低下的过程生产力、重复生产力和低效生产力。
基于新一代信息技术,制造总部联合集团数字化部自主设计了系统架构和数据流程,全面应用到电子电器制造系统,贯穿设计、制造数据、生产等各个制造活动环节。目前,已建成基于PDE/MSK/MES系统的全流程自动联通,包括刷写、配置及初始化和电检工艺,为满足汽车电动化、智能化和个性化定制需求等业务场景提供智能制造基础。
在对科技创新资源的整合运用中,制造总部加快形成整车制造业的新质生产力。在武汉一工厂安技环保与生产管理室,记者看到电子监控显示屏和实时数据分析屏不断闪烁,车间所有产线生产状态一览无余。
“车辆从客户下订到总装下线入库,全过程都将以特定形式在大屏上连续展示,实现全链条可视化管理。”刘世毅告诉记者,比如某台车进线时间延迟,系统屏上就会爆红灯,并提示最新异常点,方便现场管理人员第一时间排除故障。“不仅如此,系统会自动收集数据,集成各类分析报表,帮助管理者高效率、高质量管控生产。”
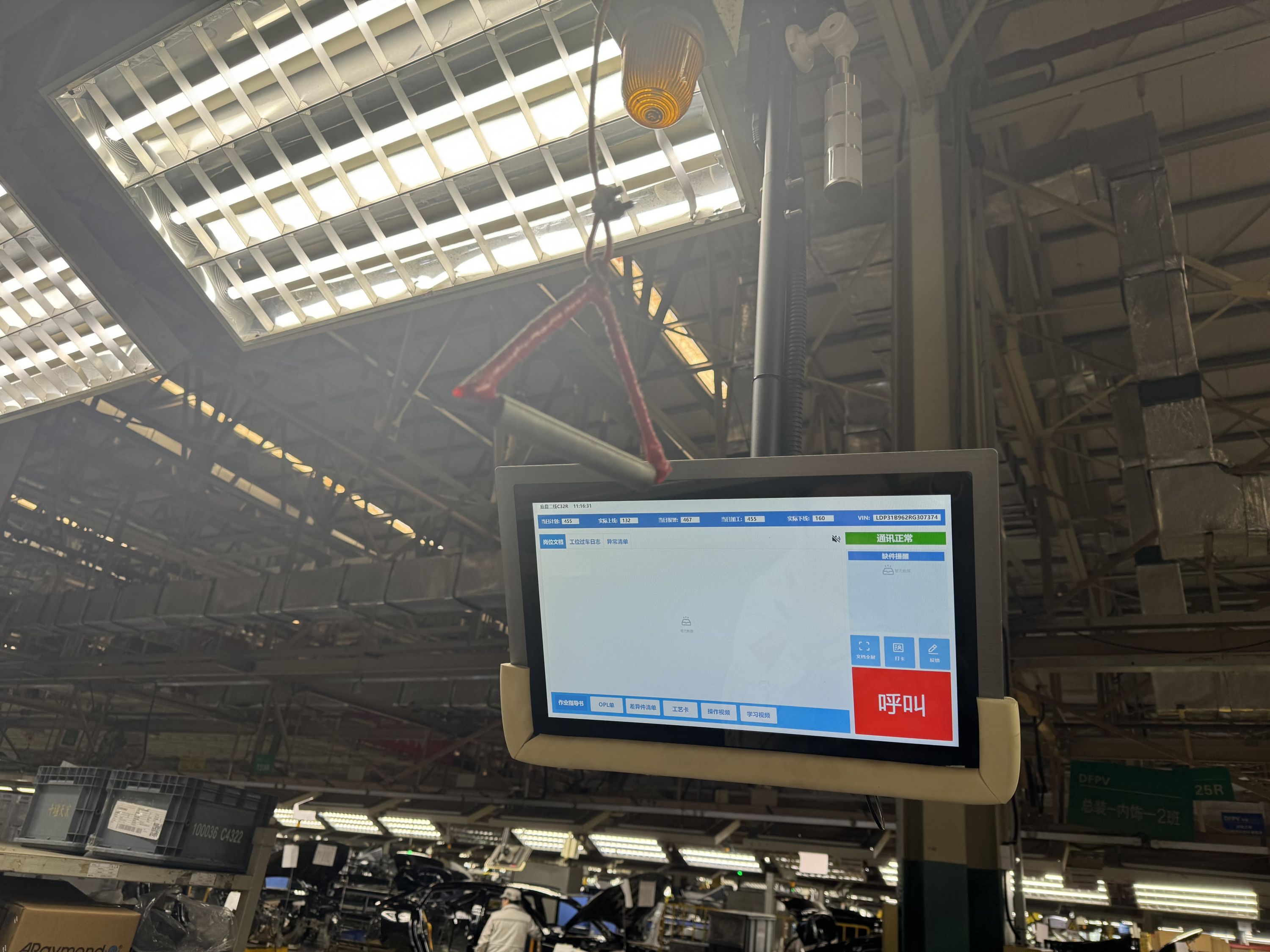
在总装车间各生产线,记者注意到,每个岗位旁都悬挂着一小块电子屏,上面标注了当日计划、学习视频等文字,其中“呼叫”模块尤为显眼。这是车间新配备的Andon(安灯)系统,当发生生产故障、设备异常等突发情况,该岗位员工可迅速提醒相关人员做好衔接工作,确保生产线有序运转。为应对不断攀升的产量,车间又新增了电池合装岛循环线、备胎安装机器人等。轮胎安装工序,通过开发队列接收和控制系统,从MES(制造制行)系统获取车型序列,并采用机器人和视觉相结合的方式实现轮胎的自动抓取、定位和拧紧,有效缩短因装配、人工识别导致的工时损耗。而在焊装车间,在VIN码打刻工序引入机器人激光打刻的方式。
一系列的数字化改造,降低了工作风险和劳动强度,生产节奏及准确率明显提升。“2026年底,工厂运营效率将整体提升15%左右。”刘世毅说道。

延伸数字化链,提升产品魅力指数
事实上,数字化的深入运用给东风乘用车带来改变的不止是制造领域的效率。随着大数据链条的不断延伸,东风自主乘用车新车质量管控标准也发生着深刻改变。
以往,车型质量管控以硬性KPI考核为标准,达成各项质量指标则视为车辆性能状态良好。伴随新能源转型的加速,东风乘用车制造总部将数字化管理前置,进行市场运营端数据采集,了解客户使用情况、客户意见追溯,将客户感知质量放在更重要的位置,打造全数品质保证体系。

在新能源汽车市场激烈竞争的当下,科技含量、产品质量、客户体验、市场响应率等愈加成为决定新能源车企生死存亡的关键因素。制造总部作为东风乘用事业的核心单元,将2024年定为质量提升年,围绕“质量领先、精益制造、一流团队”三大战略主轴,发布了“13领先”中期事业计划,将质量领先作为核心战略,践行“315质量文化“,力争通过三年的努力,三大品牌质量位居自主第一阵营。
“这是我们赢得生存发展必须要达成的‘位’和‘势’。”段仁民说。
适应多品牌、多元化的生产制造任务,梳理优化质量保证体系、强化生产一致性管理是第一要务。
“新能源‘跃迁行动’以来,我们逐步构建襄阳工厂质量保证体系、质量管理信息系统等,一体式覆盖质量体系、提升质量保证能力,确保质量目标落地达成。”东风乘用车制造总部质量保证部部长王雄刚告诉记者,东风乘用车正不断强化新能源动力质量保证能力、提升软件质量保证能力。
东风乘用车制造总部依靠强大的质量管理系统,对车辆的质量管理可精确到每一颗螺丝钉。
在涉及新能源汽车质量关键领域的软件质量保证方面,东风乘用车制造总部主动“走出去”,与优秀主机厂对标学习,构建软件“门式管理”机制,按节点设定软件质量达成目标,开展节点目标达成判断,强化软件质量管理。
“我们还将继续强化软件的场景化功能测试及体验评价,联合质量验证中心完善软件质量保证体系(ASPICE),并补充软件质量管理人员,持续提升软件质量保证能力。”王雄刚说。
“客户对车辆质量的感知和评价,已成为东风乘用车品质管理的重点关注点,同时也是工厂质量评价体系的重要考核内容。”东风乘用车制造总部感知质量管理工程师宋博介绍,“2024年,我们的目标是实现东风自主品牌新车质量研究(IQS)和汽车产品魅力指数的双提升。”
“不争第一就是落后。”东风乘用车制造总部正以品质制造推动东风乘用车品牌向上,以新质生产力书写新时代的答卷,开启“热辣滚烫”新征程。
(通讯员王一珺)
【编辑:缑曼 审核:张敏 蒋秋雨 黄倩 姚子怡】